DoTheEyeThing
Newbie
- Jun 8, 2021
- 20
- 38
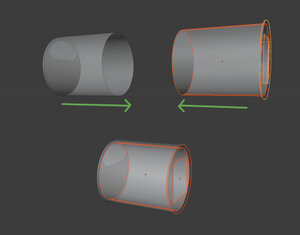
I have some 20" OD x 22" Long x 1/4" that I need to roll down to 18" OD for the inner part of my firebox. I think I could cut out a strip, pull the tube tighter with ratchet straps and weld it, but I'm wondering if the residual stress could cause some warping of it and what it's connected to from all of the hot/cold cycles in it. Would it be better to have it rolled to 18" at a machine shop? More worried about doing it right than cost.





 Still have more questions!
Still have more questions!

